Artifact Testing
With the release of the new Accupro ST, we have a different method for generating Dashboards. Instead of tap-testing every endmill and toolholder combination in every make and model of machine, we are utilizing a single artifact measurement and simulating the tap-tests through a process called Receptance Coupling Substructure Analysis (RCSA). The more makes and models we measure the greater the potential market for Accupro ST. We are seeking your help in collecting this data from new machine tool dealers and from customers' recently purchased (within 6 months) machines in your territory. The tap-test takes only minutes and we only need one artifact test for each model group.
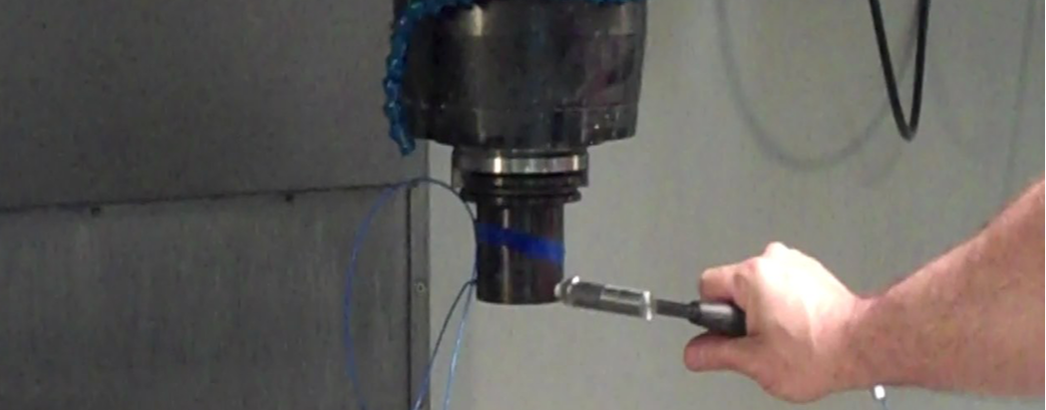
Here is the comprehensive training for the artifact:

You can use your current MillMax kit to take artifact measurements.
Our objective is to capture the data on each unique spindle, not necessarily every model of a builder's machining centers. For example, Haas uses the same spindle for their standard (8100 RPM) and SS (12,000 RPM) series models. They just set the maximum speeds. Since they are the same we only needed to tap-test the artifact in one of the spindles, not both and certainly not every model that uses them (VF1 through VF6). For the Accupro ST project we are focused on CAT40 spindles only, conventional and BIG Plus or dual contact. You can use the same artifact for either type of spindle connection.
Also, focus on their most popular model and spindle combinations, likely the ones in their showrooms. Ask them which are their best sellers and make sure you capture those. Get a copy of machine's brochure and we can capture all of the static data we need from it.
The next piece of data we need to have is the torque and power curve of the spindle. Usually this is published in the machine's brochure, but if not you will have to ask for it. It will look something like this:
Our objective is to capture the data on each unique spindle, not necessarily every model of a builder's machining centers. For example, Haas uses the same spindle for their standard (8100 RPM) and SS (12,000 RPM) series models. They just set the maximum speeds. Since they are the same we only needed to tap-test the artifact in one of the spindles, not both and certainly not every model that uses them (VF1 through VF6). For the Accupro ST project we are focused on CAT40 spindles only, conventional and BIG Plus or dual contact. You can use the same artifact for either type of spindle connection.
Also, focus on their most popular model and spindle combinations, likely the ones in their showrooms. Ask them which are their best sellers and make sure you capture those. Get a copy of machine's brochure and we can capture all of the static data we need from it.
The next piece of data we need to have is the torque and power curve of the spindle. Usually this is published in the machine's brochure, but if not you will have to ask for it. It will look something like this:

The two other pieces of data we would like to get but are rarely published is the acceleration rate or ACC/DEC rate of the machine. This is expressed in G's or meters per second squared (m/sec² ) and the drawbar force in newton meters (N-m) or foot pounds (ft-lbs). Simply ask and see if they will give you those values.
It is in the builder or dealers best interest to share this information with us as the tool performance predictions on the Dashboards will be higher making their machines look better.
We have compiled ready to tap files for the following machine model groups. These are the highest selling models:
It is in the builder or dealers best interest to share this information with us as the tool performance predictions on the Dashboards will be higher making their machines look better.
We have compiled ready to tap files for the following machine model groups. These are the highest selling models:
https://docs.google.com/spreadsheets/d/1h5N6ycrjLg72aTY1kvUNXwNhtXxUwkabnynufdzx6j4/edit?usp=sharing
If your machine is on this list click on the button below and download the TXF file to your computer. Right click on the make and model, select "Download" and save the file to your desktop. Click on the file to open and you are ready to tap. If the machine you want to measure is not listed, send us a PDF of the machine's brochure and we will prepare one for you.
If your machine is on this list click on the button below and download the TXF file to your computer. Right click on the make and model, select "Download" and save the file to your desktop. Click on the file to open and you are ready to tap. If the machine you want to measure is not listed, send us a PDF of the machine's brochure and we will prepare one for you.
Once you complete the tap-test, use the "Send to Support" button to submit the measurement.
Tapping an artifact is different from tapping a tool. You can scan this QR code with your iPhone to view a narrated step by step guide:

Current ST Artifact Inventory Status:
As part of your artifact kit you should also have one of each retention knob so you do not have to ask the dealer for one.
https://www.mscdirect.com/product/details/55833578
https://www.mscdirect.com/product/details/55833354
https://www.mscdirect.com/product/details/55833321
Retention Knob Socket
https://www.mscdirect.com/product/details/37349503
https://www.mscdirect.com/product/details/55833578
https://www.mscdirect.com/product/details/55833354
https://www.mscdirect.com/product/details/55833321
Retention Knob Socket
https://www.mscdirect.com/product/details/37349503
OPTIONAL SCREW-IN ACCELEROMETER AND CABLE

Accelerometer: PCB #353B14
10' Cable with BNC Connector: PCB #003C10
NOTE: A new sensor calibration XML file will need to be generated. Send copy of calibration card from the accelerometer to MLI with your kit number.
10' Cable with BNC Connector: PCB #003C10
NOTE: A new sensor calibration XML file will need to be generated. Send copy of calibration card from the accelerometer to MLI with your kit number.